I/ Các phương pháp hàn điện tiếp xúc giáp mối :
- Hàn điện trở
- Hàn ép – chảy (hàn ép chảy liên tục, hàn ép chảy gián đoạn)
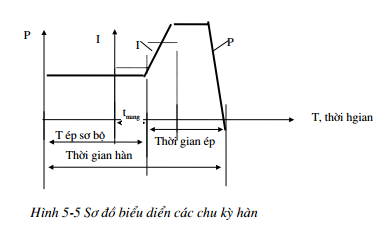
1/ Hàn điện trở
– Quá trình hàn được thực hiện theo thức tự :
- Ép sơ bộ cho 2 chi tiết tiếp xúc nhau;
- Cho dòng điện có c−ờng độ lớn đi qua bề mặt tiếp xúc, nhờ có dòng điện mà vùng mối hàn đ−ợc nung nóng đến trạng thái dẽo (nhiệt độ nhỏ hơn nhiệt độ nóng chảy của kim loại cơ bản).
- Giai đoạn dập – tác dụng lực mạnh để 2 chi tiết dính chắc vào nhau.
- Giữ nguyên trạng thái ép, ngắt điện và làm nguội.
Chú ý :
- Do thời gian hàn nhỏ th = 0,5 – 10 giây nên tiết diện chi tiết hợp lý vào khoảng <= 1000 mm2.
- Áp lực dập khi hàn khoảng 1,5 – 3 KG/mm2 đối với thép các bon thấp
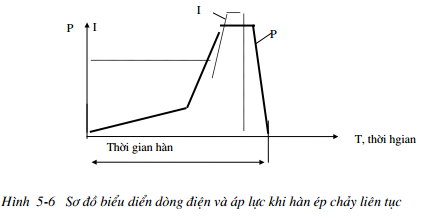
2/ Hàn ép chảy liên tục
– Quá trình hàn được thực hiện theo thứ tự
- Cho dòng điện đi qua bề mặt tiếp xúc và nung nóng vùng hàn đến nhiệt độ cao (sẽ có nóng chảy cục bộ)
- Tăng dần áp lực cho đến khi hình thành mối hàn;
Chú ý : Phương pháp này không cần nung nóng kim loại; nó chỉ phù hợp với các chi tiết có tiết diện nhỏ
3/ Hàn ép chảy gián đoạn

Có 3 giai đoạn trong quá trình hàn :
- Giai đoạn nung nóng vật hàn
- Giai đoạn nóng chaỷ đều một lớp trên bề mặt mối hàn
- Giai đoạn dập – ép
a. Giai đoạn 1 : 2 chi tiết tiếp xúc nhau, nhờ có dòng điện nên chi tiết được nung nóng đến nhiệt độ cao thậm chỉ nóng chảy tại một số điểm trên bề mặt chi tiết. Sau đó tách 2 chi tiết ra xa nhau rồi lại cho chúng tiếp xúc nhau. lức này các chất bẩn sẽ bắn toé và bay ra khỏi vùng hàn. Quá trình này lập đi lặp lại cho đến khi nung nóng chảy đề bề mặt vùng mối hàn.
b. Giai đoạn 2 : Xuất hiện một lớp kim loại lỏng trên bề mặt vật hàn. Lớp chất bẩn này sẽ bị bắn toé và bay đi khỏi vùng hàn; tạo điều kiện cho vật hàn tiếp xúc tốt.
c. Giai đoạn 3 : dập – ép lúc này nguồn nhiệt tăng lên đột ngột, lớp kim loại lỏng bị ép và bắn toé ra ngoài mang theo các chất bẩn và lớp oxit trên bề mặt vật hàn tạo điều kiện cho quá trình liên kết bền chắc.
Đặc điểm :
- Không cần làm sạch vật hàn tr−ớc khi hàn;
- Cho phép hàn các chi tiết có tiết diện lớn.
Nhược điểm :
- Khó kiểm tra các quá trình nung nóng, hàn, ….
- Hao tốn nhiều kim loại do quá trình bắn toé
- Khó tự động hoá;
- Khi hàn các kim loại khác nhau sẽ có các chất lượng không tốt do nung nóng không đồng đều.